Grain boundary engineering plays a significant role in the improvement of strength and plasticity of alloys. However, in refractory high-entropy alloys, the susceptibility of grain boundaries to oxygen presents a bottleneck in achieving high mechanical performance. Creating a large number of clean grain boundaries in refractory high-entropy alloys is a challenge. In this study, an ultrafine-grained (UFG) NbMoTaW alloy with high grain-boundary cohesion was prepared by powder metallurgy, taking advantages of rapid hot-pressing sintering and full-process inert atmosphere protection from powder synthesis to sintering. By oxygen control and an increase in the proportion of grain boundaries, the segregation of oxygen and formation of oxides at grain boundaries were strongly mitigated, thus the intrinsic high cohesion of the interfaces was preserved. Compared to the coarse-grained alloys prepared by arc-melting and those sintered by traditional powder metallurgy methods, the UFG NbMoTaW alloy demonstrated simultaneously increased strength and plasticity at ambient temperature. The highly cohesive grain boundaries not only reduce brittle fractures effectively but also promote intragranular deformation. Consequently, the UFG NbMoTaW alloy achieved a high yield strength even at elevated temperatures, with a remarkable performance of 1117 MPa at 1200 °C. This work provides a feasible solution for producing refractory high-entropy alloys with low impurity content, refined microstructure, and excellent mechanical performance.
Publication: https://www.sciencedirect.com/science/article/pii/S1005030224007576
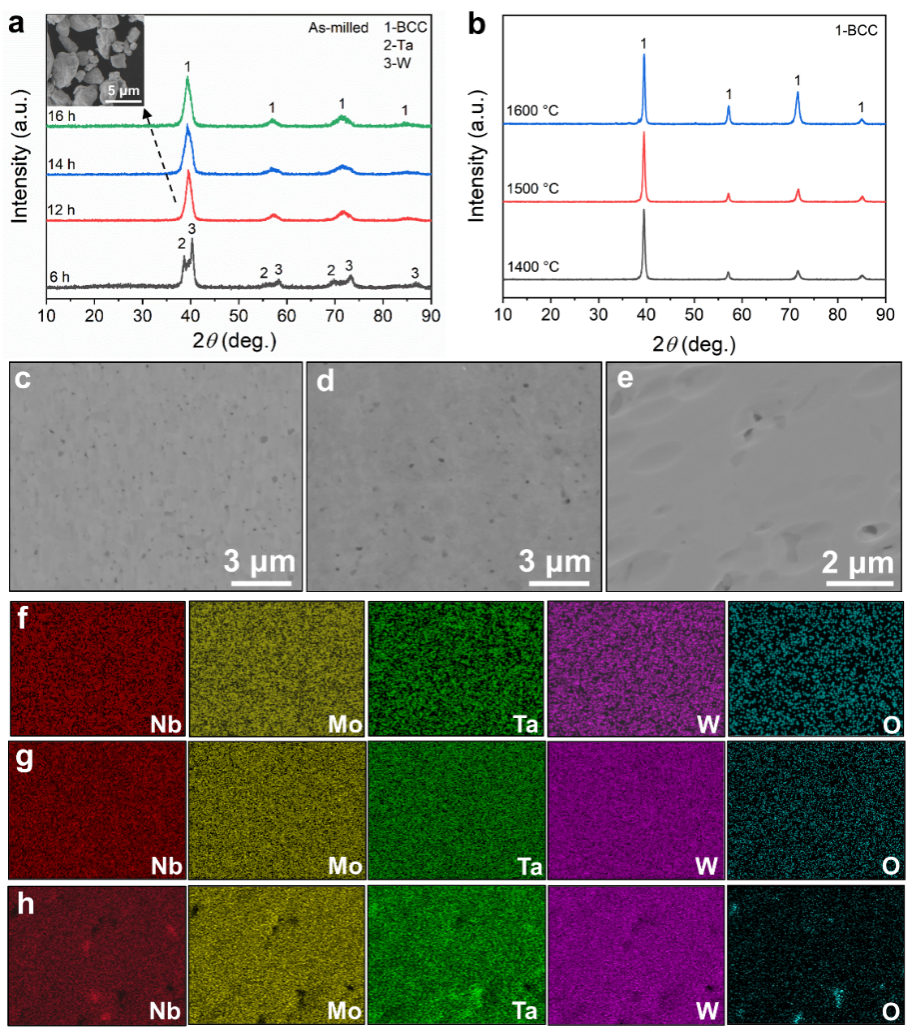
Fig. 1. (a) Phase variation of NbMoTaW powder with the milling duration. The inset shows the morphology of powder particles after 12 h milling. (b) Phase characterization of NbMoTaW alloys sintered at 1400, 1500 and 1600 °C after ball milling of 12 h. (c–e) Micromorphology of NbMoTaW alloys sintered at 1400, 1500 and 1600 °C. (f–h) Elemental distribution of NbMoTaW alloys sintered at 1400, 1500 and 1600 °C.
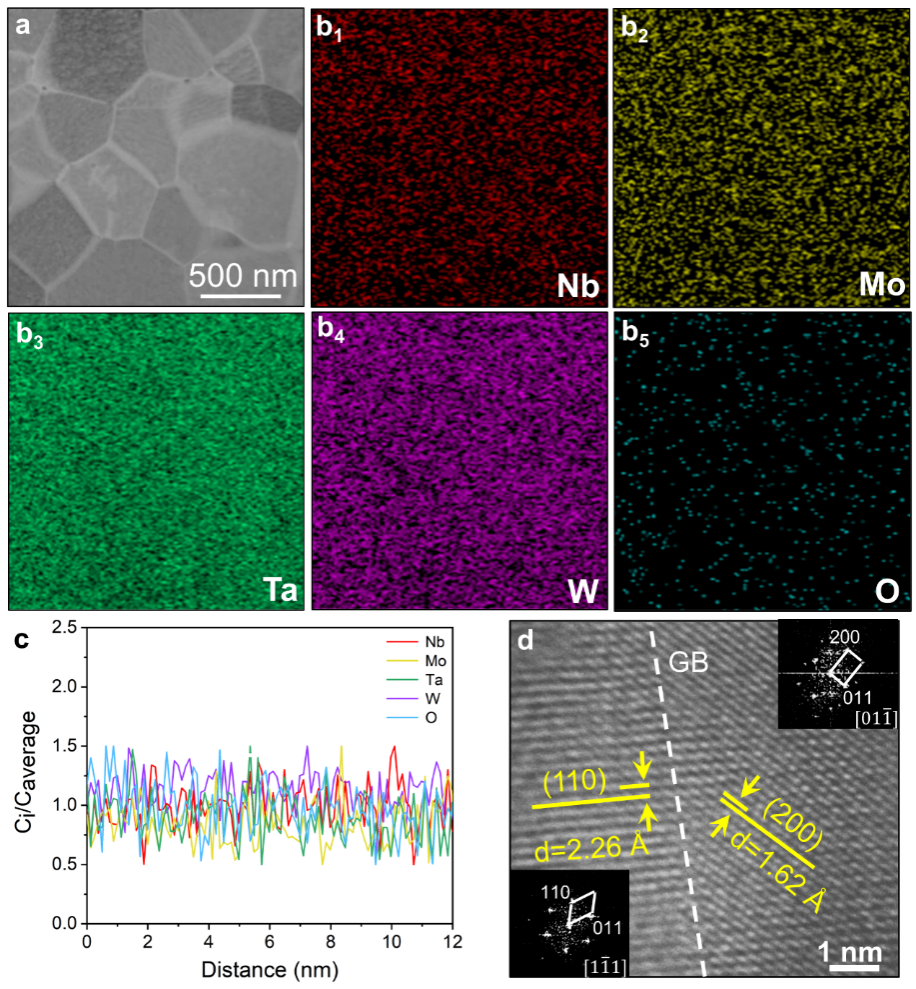
Fig. 2. Microstructure and composition distribution of WP-UFG-1500 alloy: (a) Ultrafine-grained structure; (b1–b5) Homogeneous distribution of composition; (c) Compositional analysis along a direction perpendicular to the grain boundary, where Ci presents the concentration of different elements and Caverage is their average concentration in the matrix; (d) High-resolution TEM image at the grain boundary and FFT of grains.
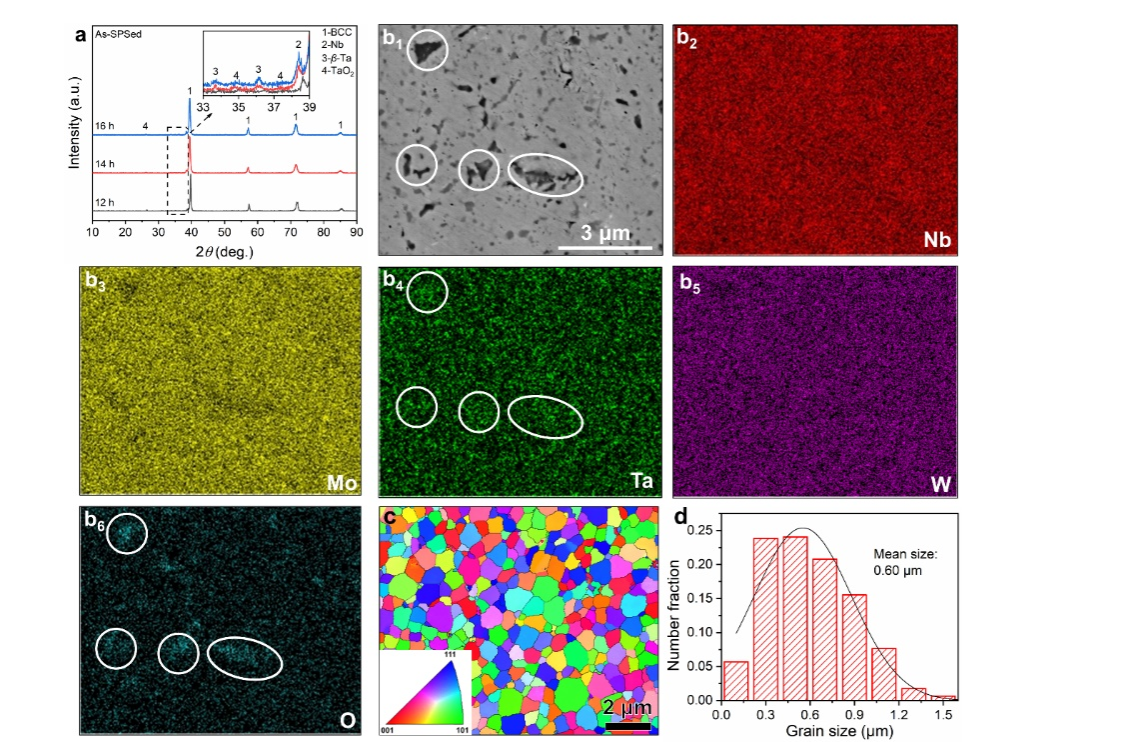
Fig.3. (a) Phase characterization of NbMoTaW alloys sintered at 1500 °C after different ball milling durations without whole-process inert protection. (b1–b6) Micromorphology and elemental distribution of alloy sintered at 1500 °C using the powder milled for 12 h. (c) EBSD of the NbMoTaW alloy sintered at 1500 °C. (d) Statistical distribution of grain size of the alloy based on the EBSD result.
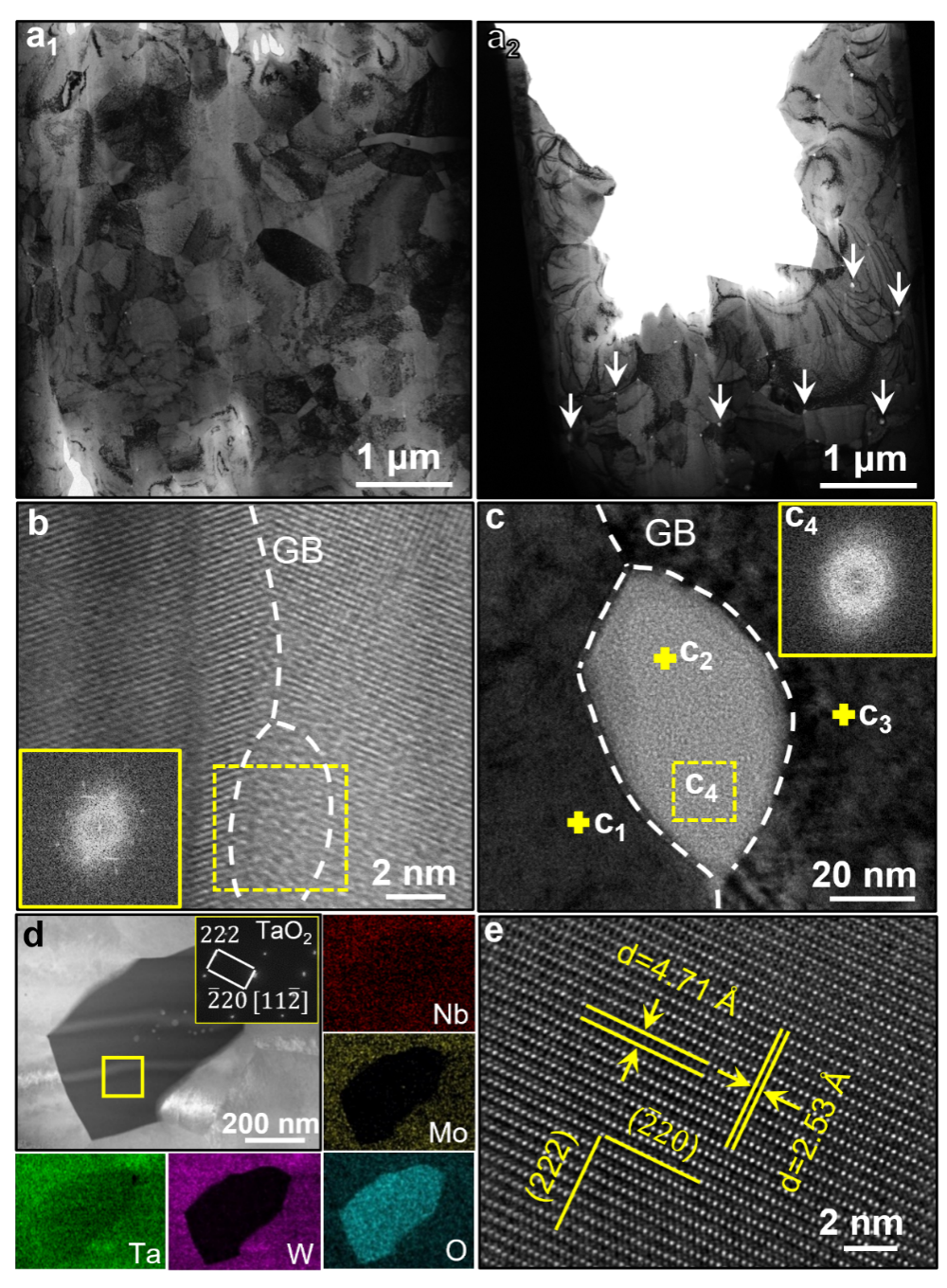
Fig. 4. Microstructure and composition analysis of the UFG-1500 alloys: (a1, a2) Morphology comparison between WP-UFG-1500 and UFG-1500 samples prepared by FIB; (b) Local disordered region with a few nanometers at the grain boundary of the UFG-1500 alloy; (c) Amorphous phase with tens of nanometers formed at the grain boundary of the UFG-1500 alloy; (d) Crystalline Ta oxide particles with hundreds of nanometers at the grain boundary of the UFG-1500 alloy; (e) High-resolution TEM image of the crystalline Ta oxide particle.
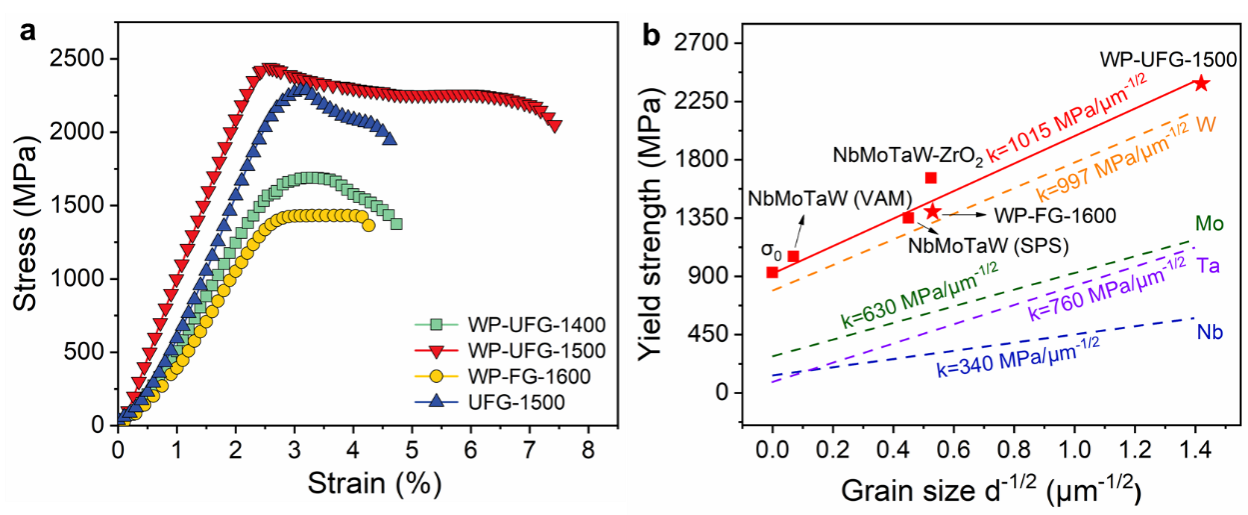
Fig. 5. (a) Room-temperature compressive stress-strain curves of NbMoTaW alloys prepared under different conditions; (b) Comparison of Hall-Petch relationship among Nb, Mo, Ta, W and NbMoTaW alloy .
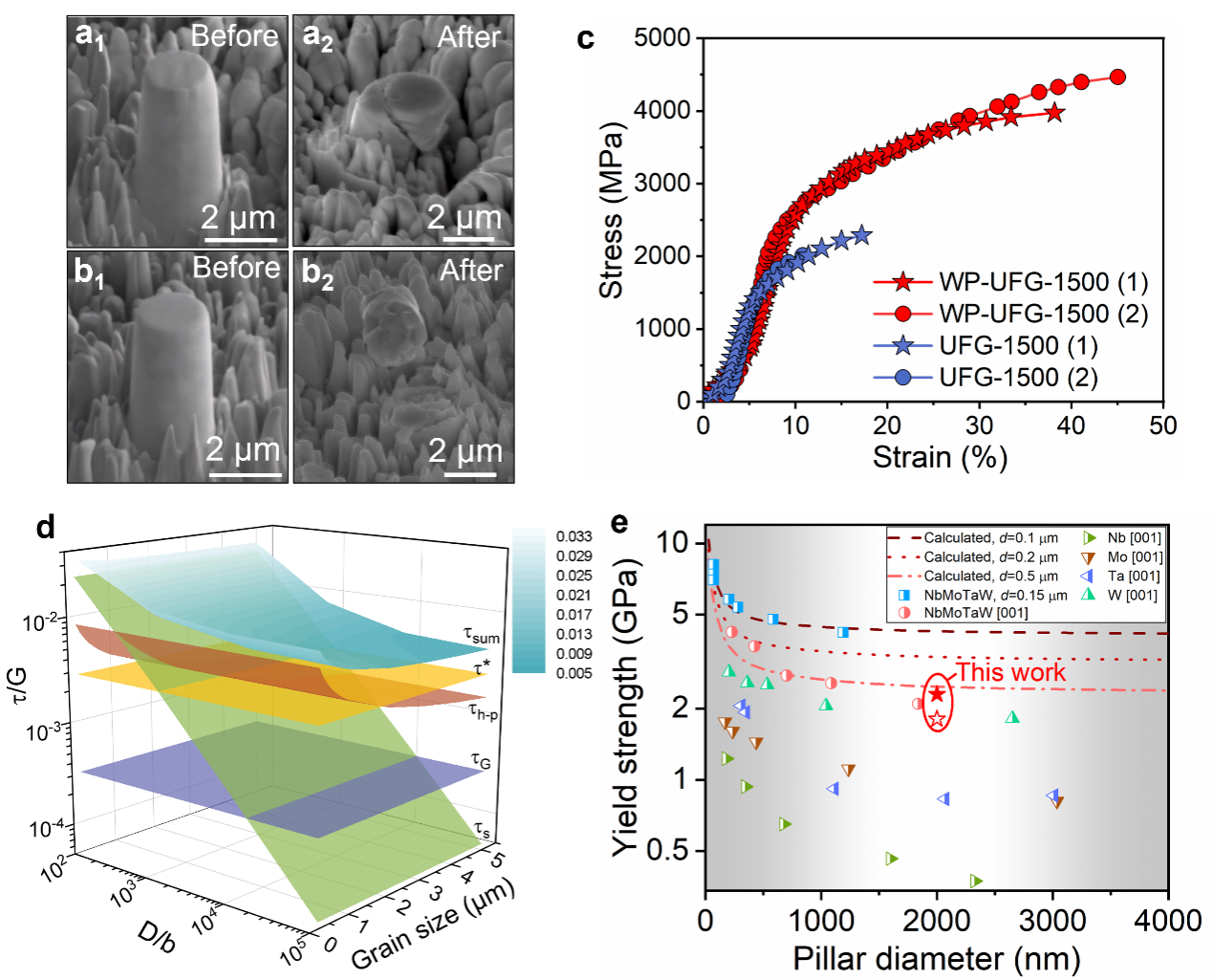
Fig. 6. Compression tests of the WP-UFG-1500 and UFG-1500 micropillars: (a1, a2) Morphology of WP-UFG-1500 micropillar before and after compression; (b1, b2) Morphology of UFG-1500 micropillar before and after compression; (c) Compressive stress-strain curves of micropillars; (d) Three-dimensional illustration depicting the dependence of strength on geometric size (D/b) and grain size for the NbMoTaW micropillars; (e) Comparison between the calculated strengths and experimental values of NbMoTaW micropillars and metal-component micropillars.
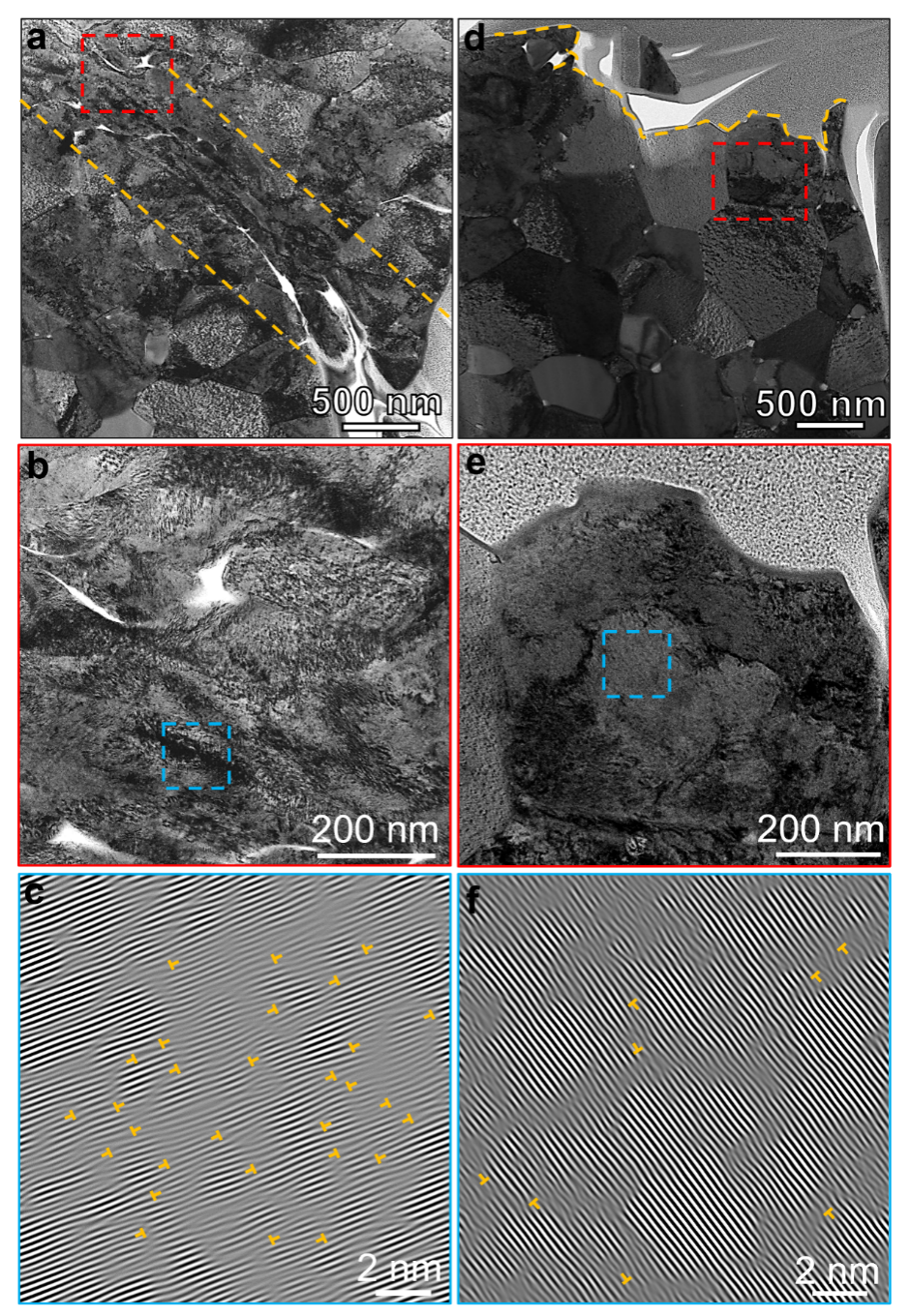
Fig. 7. Compression tests of the WP-UFG-1500 and UFG-1500 micropillars: (a1, a2) Morphology of WP-UFG-1500 micropillar before and after compression; (b1, b2) Morphology of UFG-1500 micropillar before and after compression; (c) Compressive stress-strain curves of micropillars; (d) Three-dimensional illustration depicting the dependence of strength on geometric size (D/b) and grain size for the NbMoTaW micropillars; (e) Comparison between the calculated strengths and experimental values of NbMoTaW micropillars and metal-component micropillars.
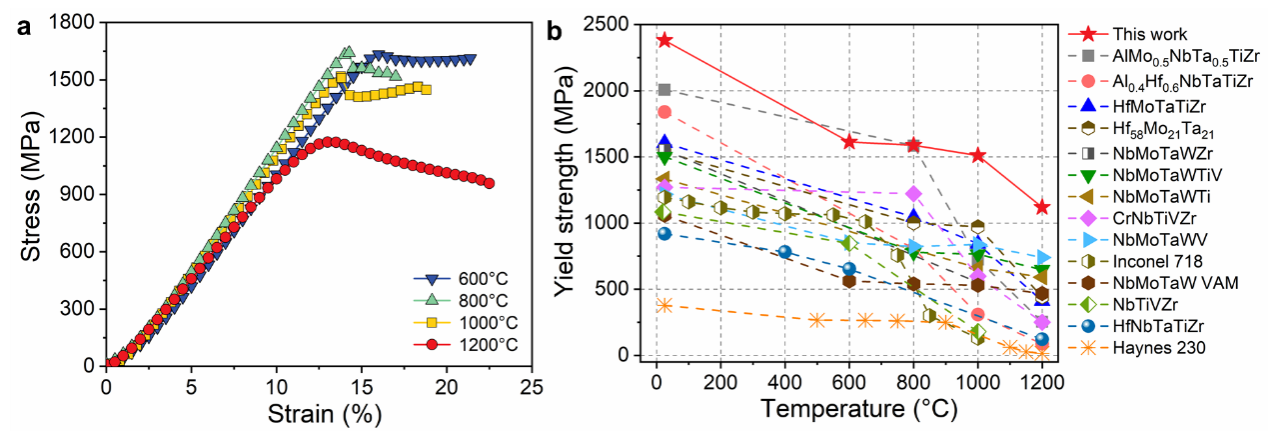
Fig. 8. (a) Compressive stress–strain curves of WP-UFG-1500 alloy at 600, 800, 1000 and 1200 °C; (b) Comparison of the compressive yield strength of WP-UFG-1500 alloy at different temperatures with other refractory high-entropy alloys and nickel-based high-temperature alloys.
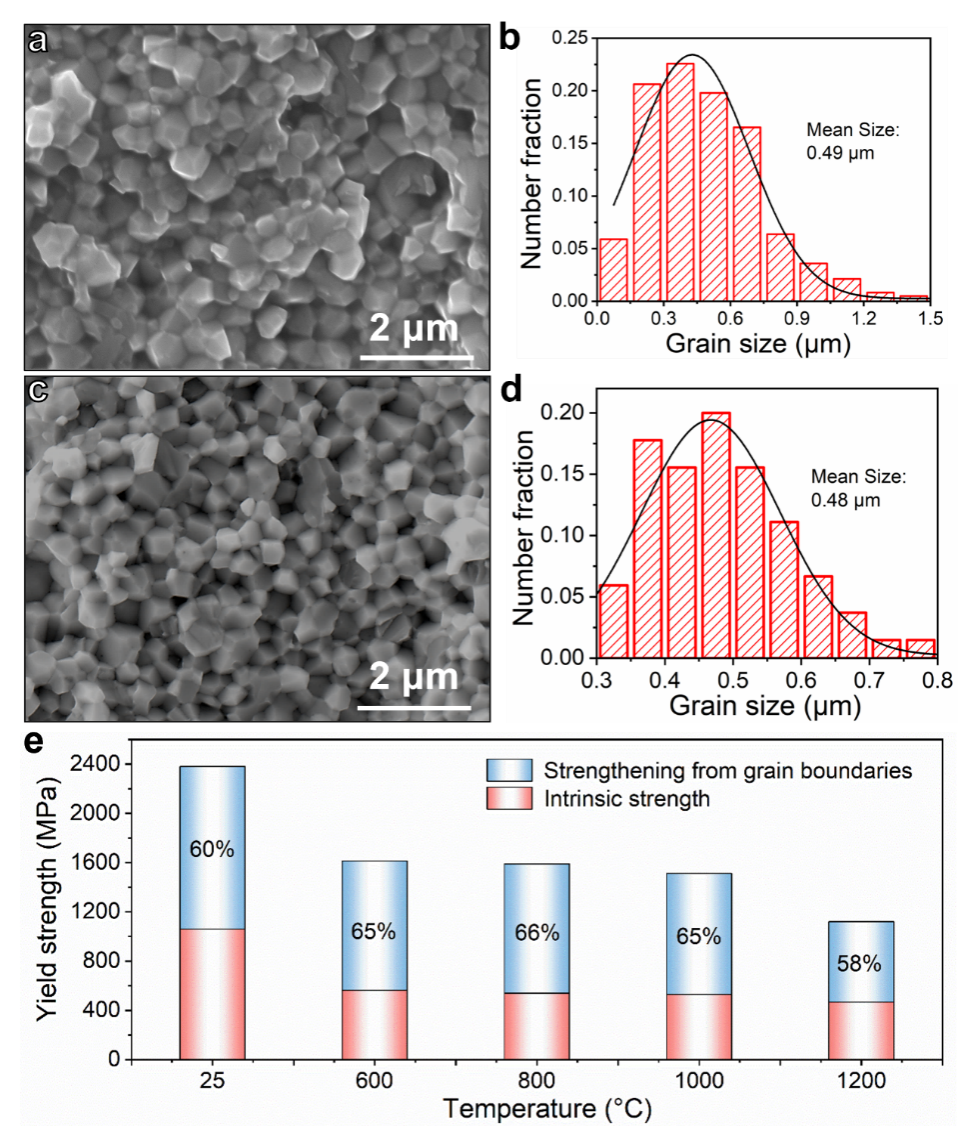
Fig. 9. Grain structure and statistical distribution of grain size of WP-UFG-1500 alloy before and after heat treatment at 1200 °C for 2 h: (a, b) Before heat treatment; (c, d) After heat treatment; (e) Strength contribution from intrinsic property and grain boundaries for the WP-UFG-1500 alloy at different temperatures.